ЛЕНИНГРАДСКАЯ ОРДЕНА ЛЕНИНА ЛЕСОТЕХНИЧЕСКАЯ
АКАДЕМИЯ ИМЕНИ С.М.КИРОВА
На правах рукописи
Борисов Юрий Алексеевич
ТЕХНОЛОГИЯ СОВМЕЩЕННОГО
ПРЕССОВАНИЯ
И СУШКИ
ЭЛЕКТРОИЗОЛЯЦИОННОГО ТРАНСФОРМАТОРНОГО
КАРТОНА ПОВЫШЕННОЙ ПЛОТНОСТИ
05.21.03.
Технология и оборудование
химической
переработки древесины;
химия
древесины
|
АВТОРЕФЕРАТ
|
|
Ленинград - I99I
Работа выполнена в Волжском научно-исследовательском институте целлюлозно-бумажной промышленности
НАУЧНЫЙ РУКОВОДИТЕЛЬ - кандидат технических наук,
старший научный сотрудник
Рябков А.Б
ОФФИЦИАЛЬНЫЕ ОППОНЕНТЫ - доктор технических наук,
профессор
Чижов Г.И.
кандидат технических наук,
старший
научный сотрудник
Смолин Л.С.
ВЕДУЩЕЕ ПРЕДПРИЯТИЕ - УкрНИИБ
Защита
диссертации состоится 29октября
1991г. в
1130 часов на заседании
специализированного совета в
Ленинградской ордена Ленина лесотехнической академии им
С.М.Кирова
(194018,г.Ленинград,Институтский пер.,5, второе учебное здание,
кафедра целлюлозно-бумажного производства).
С диссертацией можно ознакомиться в библиотеке академии.
Автореферат разослан 17 сентября 1991 г.
|
Ученый секретарь специализированного совета |
|
Пономарев Д.Л. |
ОБЩАЯ ХАРАКТЕРИСТИКА ДИССЕРТАЦИОННОЙ РАБОТЫ
Актуальность темы. Диссертационная работа связана с организацией отечественного производства жесткого электроизоляционного картона, обладающего высокой плотностью, малой сжимаемостью к малой остаточной деформацией, к предназначенного для применения в качестве продольной изоляции силовых высоковольтных трансформаторов.
Работа
выполнялась в
соответствии с утвержденным планом научно-исследовательских и поисковых
работ
Марийского филиала ВНИИБ
ВНПОбумпрома и связана с темами: М 1-87,р.02 "Разработать
и
внедрить технологию производства жесткого электроизоляционного
трансформаторного картона", 4-82, p.I9
"Исследования по разработке новых способов
сушки электроизоляционного картона" и 27-84, р.15-4 2М "Исследовать
изменение свойств электроизоляционного картона при совместном
воздействии
электрического поля и температуры".
Цель и задачи исследования. Целью настоящей работы является разработка научно обоснованной технологии совмещенного прессования и сушки в производстве электроизоляционного картона повышенной плотности типа жесткий для трансформаторов и аппаратов о масляным заполнением. Для достижения этой цели были поставлены следующие задачи: Выяснить природу процессов уплотнения электроизоляционного картона при сжатии по толщине. На основе экспериментальных исследований разработать режим совмещенного прессования и сушки картона в горячем прессе. Решить вопрос повышения его плотности и снижении сжимаемости. Выполнить оценку эксплуатационных свойств жесткого электроизоляционного картона в сравнении с базовым картоном по сроку службы при термическом и многофакторном старении в среде трансформаторного масла. Разработать техническую документацию на промышленное производство жесткого электроизоляционного картона с внедрением полученных в диссертационной работе результатов.
Научная новизна. Раскрыты условия деформирования полотна для повышения плотности картона толщиной 1,2 - 2,0 мм с 1,12 - 1,20 г/см3 до 1,18 - 1,25 г/см3, заключающиеся в приложении давления в процессе сушки в соответствии с формами связи воды в целлюлозе.
Обнаружена возможность применения метода электронного парамагнитного резонанса для определения срока службы целлюлозных материалов.
Установлено, что долговечность электроизоляционного картона при воздействии температуры и электрического напряжения формально описывается уравнением, аналогичным уравнению Журкова, связывающего температуру и механическое напряжение, воздействующее на материал.
Разработана технология сушки электроизоляционного картона повышенной плотности и пониженной сжимаемости под давлением.
Практическая ценность и реализация результатов. Результаты работы использованы при разработке и выдаче проектной организации согласованных исходных данных для проектирования производства жесткого картона, при разработке технологического регламента и технических условий на временное и серийное производство жесткого картона. Результаты работы внедрены на Малинской бумажной фабрике. Качество отечественного жесткого картона соответствует мировому, уровню. Применение жесткого картона повышает технологичность изготовления трансформаторов, увеличивает их срок службы и надежность при эксплуатации.
На защиту выносится: ступенчатый режим прессования и сушки картона различной толщины в горячем прессе; зависимость его параметров от форм связи воды с волокнами целлюлозы;
способ изготовления электроизоляционного картона повышенной плотности и пониженной сжимаемости путем его сушки в горячем прессе;
эксплуатационные свойства жесткого электроизоляционного картона на основе активационной модели процесса старения при воздействии температуры и электрического поля.
Апробация работы. Основные положения и результаты диссертационной работы были доложены и обсуждены на Всесоюзных научно-технических конференциях: "Современные направления в развитии технологии производства и повышении качества электроизоляционных и фильтровальных материалов на целлюлозной основе" - г. Волжск, 1981 г.; "XI1-й Всесоюзной конференции по трансформаторостроению"- г. Запорожье, 1985 г.; "Научные и электрофизические проблемы повышения надежности работы сетей 6-35 кВ" - г. Челябинск, 1987 г.
Публикации. По материалам диссертации опубликовано 8 статей, получено одно авторское свидетельство на изобретение.
Структура и объём диссертации. Диссертация состоит из введения, трех глав, выводов, списка использованных источников, приложений.
Работа изложена на 161 стр. и включает в себя: 32 рисунка, 17 таблиц, 105 использованных источника, 3 приложения.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность работы, показана ее значимость для народного хозяйства.
В аналитическом обзоре содержится анализ требований, предъявляемых к качеству электроизоляционного картона, применяемого в трансформаторостроении для продольной изоляции. Дается критический анализ производства электроизоляционных задов картона по стадиям его изготовления. Главное внимание уделено вопросам прессования и сушки картона в горячем прессе и способам интенсификации массопереноса влаги» Рассмотрены проблемы комплексного старения для оценки эксплуатационных свойств картона. На основе аналитического обзора определены цели и задачи экспериментальной части работы.
Методическая часть Образцы изготовляли из целлюлозы ЭК-2 (ГОСТ 12765-83). Прессование и сушку образцов картона проводили в гидравлическом прессе с обогреваемыми плитами, имеющем максимальное усилие 75т и размер плит 350x350мм. Для регистрации текущих значений давления прессования, толщины и влагосодержания картона, а также температуры по его толщине, использовали стандартные измерительные приборы. Физико-механические и электрические показатели качества картона определяли по действующим стандартам. Микроскопические исследования срезов картона проводили с использованием микроскопа МБИ-6. Исследование реологических свойств и измерение давления набухания по толщине картона проводили при использовании оборудования для определения сжимаемости по ГОСТ 12268-79. Концентрацию стабильных свободных радикалов определяли методом ЭПР с применением радиоспектрометра РЭ-1301. Термогравиметрические исследования проводили по методике Горовича на дериватогрофе фирмы "MOM". Старение картона в среде трансформаторного масла проводили как чисто термическое, так с наложением электрического поля, в изотермическом и динамическом режимах. При проведении исследований применяли методы математического планирования эксперимента и статистической обработки экспериментальных данных с оценкой погрешностей измерений.
Опытные и промышленные выработки жесткого электроизоляционного картона проводили на Малинской бумажной фабрике в цехе №6 производства электроизоляционного картона.
Экспериментальная часть
I.
Определение оптимального давленая прессования при сушке
картона в горячем прессе.
Процесс прессования и сушки, выполняемый в горячем прессе одной операцией, является наиболее важным для обеспечения высокой плотности картона. Деформация сжатия электроизоляционного картона по толщине под действием давления и нагревания (температура 100 - 150°С) подчиняется закономерностям вязкого точения полимеров и с учетом волокнистого строения картона обусловливается сближением волокон, их сплющиванием и деформацией осевого изгиба.
Значение давления прессования, при котором обеспечивается максимальная плотность и минимальная сжимаемость картона в процессе совмещенного прессования и сушки, определяли по кривым прессования, представляющим собой зависимость толщины картона от давления и продолжительности прессования (рис.1). Эта зависимость представляет собой вогнутую плоскость, которая по мере увеличения давления и продолжительности прессования выходит на плато. Условный максимум давления соответствует значению 4,0 - 5,0 МПа и в изученных пределах (1,0-8,0 мм) не меняется при переходе от малых к большим толщинам картона.
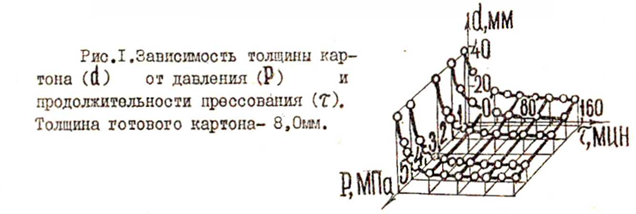
Научным обоснованием установленных релаксационных закономерностей служат представления о температурных переходах целлюлозы при наличии пластификатора (воды) и воздействия механического напряжения. Устойчивость достигнутой сомкнутости картона обеспечивается развитием межволоконного взаимодействия, взаимодиффузии отдельных сегментов макромолекул целлюлозы и подвижности кристаллитов в силовом поле.
2. Исследования различных способов сушки картона в горячем прессе. Разработка ступенчатого режима прессования.
Исследование процесса сушки необходимо для разработки эффективного режима прессования и сушки картона в горячем прессе, который кроме обеспечения качества картона определяет также производительность технологической линии. Изучали следующие способы интенсификации процесса сушки картона в горячем прессе: высокочастотная (ВЧ), вакуумная (ВСПД), сушка при ступенчатом режиме прессования (СРП). В качестве контрольной использовали сушку при постоянном давлений (СПД), с которой проводили сравнение исследуемых видов сушки.
Высокочастотная сушка обеспечивает интенсификацию процесса массопереноса за счет того, что снижаются до нуля градиенты температуры и влагосодержания по толщине картона и возникает градиент внутреннего давления.
Вакуумная
сушка картона в горячем прессе в сравнении с
контактной обеспечивает интенсификацию процесса массопереноса и
особенно
эффективна при сушке картона больших толщин.
Обоснование применения ступенчатого режима прессования явилось следующее положение: высокое давление 4,0-5,0 МПа при СПД вызывает сплющивание волокон и снижение пористости картона, что приводит к затруднению процесса массопереноса и увеличению продолжительности сушки картона. В процессе сушки картона в нем возникают значительные усадочные напряжения, значения которых на последней стадии сушки по расчетным оценкам достигают 20 МПа. По известной аналогии бумажного производства можно считать, что связанная влага в картоне способствует его "самопрессованию" на последней стадии сушки в горячем прессе и при влагосодержании около 10% давление прессования может быть снижено с целью раскрытия пор в картоне и ускорения процесса массопереноса. Кроме того, к этому моменту целлюлоза достигает температуры размягчения и вследствие перехода в эластическое состояние резко понижает свой модуль упругости. В таком случае для развития сил межволоконного взаимодействия требуется меньшее внешнее давление.
При проведении исследований различных способов совмещенного прессования и сушки картона в горячем прессе (СПД, ВСПД, СРП) регистрировали следующие параметры: влагосодержание ( W ), относительное изменение толщины ( V ), а также температуру центральных ( tц ) cлоев картона и - его поверхности ( tn ). В качестве иллюстраций на рисунках 2-4 приведены результаты исследовании при разработке ступенчатого режима прессования.
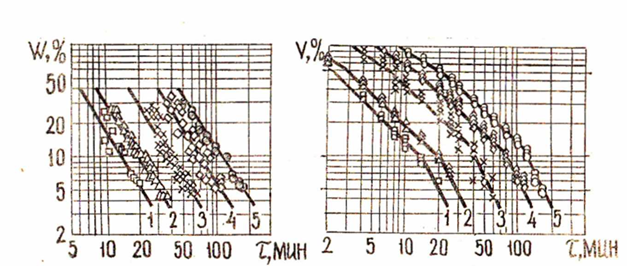
Рис.2. Зависимости влагосодержания (W) и параметра V от продолжительности сушки () в горячем прессе при ступенчатом режиме прессования картона различной толщины: 2,15; 2,72; 4,45; 6,62; 8,76мм - линии 1, 2, 3, 4, 5 соответственно.
Как видно из рис.2 зависимости влагосодержания ( W) в логарифмических координатах представляются параллельными прямыми линиями, смещающимися в область повышенной продолжительности при увеличении толщины картона. Параметр относительного изменения толщины ( V ) пропорционален влагосодержанию картона. Для параметра V характерны сингулярные точки, соответствующие влагосодержаниям 50-60% и 10-15%, которые относятся к переходам: 60% - от удаления свободной влаги к удалению влаги капиллярной конденсации, 10% - от удаления влаги капиллярной конденсации к удалению влаги полимолекулярной адсорбции. Эти точки соответственно определяют продолжительности подъема давления (п ) и его снижения (c ) на последней стадии сушки. Время окончания сушки ( к ) определяется влагосодержанием в состоянии мономолекулярной адсорбции – 5%.
На последней стадии сушки в интервале c - к зависимости параметров V и W для различных видов сушки описываются уравнениями:
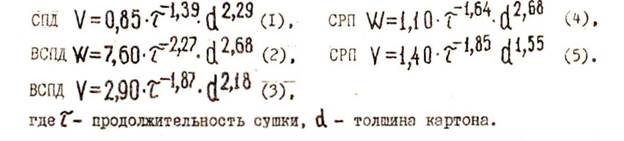
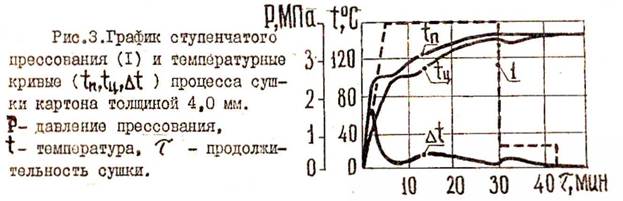
При исследовании теплопереноса в процессе ступенчатого режима прессования использовали температурные кривые, представляющие собой зависимость температуры центральных (tц) и поверхностных (tп) слоев картона, а также градиента температуры (∆t=tп-tц) от продолжительности сушки (Рис. 3). Кривая tп быстро возрастает до 100° С, затем на участке, соответствующем периоду постоянной скорости сушки, tп не меняется, и в дальнейшем круто поднимается и постепенно переходит на плато. Кривая tц с некоторым запаздыванием идет вслед за кривой tп. В результате снижения давления прессования наблюдается снижение tц, что выражает потерю тепловой энергии центральными слоями картона и ее унос водяным паром. В точке слияния кривых tп и tц завершается процесс сушки. Кривая градиента температуры по толщине картона вследствие описанного поведения зависимостей tп и tц имеет три максимума в интервалах, соответствующих удалению влаги различных форм сорбции: свободной влаги, влаги капиллярной конденсации, влаги полимолекулярной адсорбции.
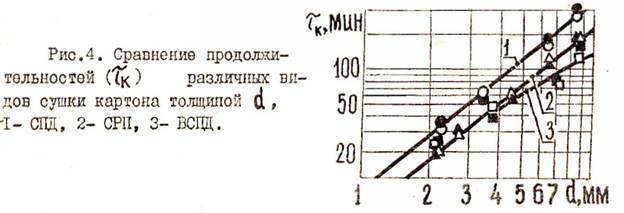
Обобщенные данные по исследованию различных способов сушки СПД, ВСПД, и СРП приведены на рис.4. В качестве критерия сравнения использовали параметр к - продолжительность сушки. Предпочтение следует отдать сушке при ступенчатом режиме прессования, которая для картона всех рассмотренных толщин по продолжительности в 1,6 раза эффективнее сушки при постоянном давлении. Несмотря на то, что при СРП на последней стадии сушка проводится при малом давлении, результаты испытаний картона различной толщины показывают, что показатели качества картона (включая плотность, сжимаемость и остаточную деформацию) при указанном способе сушки не испытывают снижения в сравнении с СПД.
 Режим
сушки и свойства картона определяются характеристикой водоотводящих
сеток. До
последнего времени в производстве электроизоляционного картона при
сушке в
горячем прессе использовали водоотводящие сетки, которые не
обеспечивали
изготовление картона повышенной плотности, малой сжимаемости и
пониженной
остаточной деформации. Это обусловлено тем, что используемые
водоотводящие
сетки №16 имеют крупные ячейки, а проволоки основы создают лишь 96
точек
прессования, на 1 см2 площади поверхности
картона. При этом элементы
поверхности картона, оказавшиеся между точками прессования, не
подвержены
воздействию давления прессования в процессе сушки, что не обеспечивает
эффективного уплотнения картона. Поэтому были проведены исследования по
применению водоотводящих сеток повышенных номеров, имеющих в 1 см
проволок
основы и утка соответственно: № 20 - 20 шт и 15 шт, № 28 - 28 шт и 16
шт, № 32
- 32 шт и 18 шт, № 40 - 40 шт и 26 шт. Результаты испытании картона
приведены в
табл.1. Из таблицы видно, что применение водоотводящих сеток повышенных
номеров 20 - 40 обеспечивает повышение плотности,
механической и
электрической прочности, снижение сжимаемости и остаточной деформации
картона.
Отличительной особенностью процесса сушки при этом является повышение
количества точек приложения давления прессования на единицу площади
картона.
Например, сетки № 32 создают 297 точек прессования на 1 см2
площади
картона. В промышленных условиях применение соток с мелкими ячейками
позволило
повысить плотность картона толщиной 1,2-2,0 мм с 1,12-1,20г/смд3
до
1,18-1,25 г/см3 и одновременно снизить его
сжимаемость под
давлением, что нашло отражение в технических условиях на промышленное
производство. Использование в трансформаторостроении
электроизоляционного
картона, изготовленного с применением сеток повышенных номеров,
обеспечивает
повышение динамической прочности обмоток, приводит к увеличению срока
службы и
надежности трансформаторов.
Режим
сушки и свойства картона определяются характеристикой водоотводящих
сеток. До
последнего времени в производстве электроизоляционного картона при
сушке в
горячем прессе использовали водоотводящие сетки, которые не
обеспечивали
изготовление картона повышенной плотности, малой сжимаемости и
пониженной
остаточной деформации. Это обусловлено тем, что используемые
водоотводящие
сетки №16 имеют крупные ячейки, а проволоки основы создают лишь 96
точек
прессования, на 1 см2 площади поверхности
картона. При этом элементы
поверхности картона, оказавшиеся между точками прессования, не
подвержены
воздействию давления прессования в процессе сушки, что не обеспечивает
эффективного уплотнения картона. Поэтому были проведены исследования по
применению водоотводящих сеток повышенных номеров, имеющих в 1 см
проволок
основы и утка соответственно: № 20 - 20 шт и 15 шт, № 28 - 28 шт и 16
шт, № 32
- 32 шт и 18 шт, № 40 - 40 шт и 26 шт. Результаты испытании картона
приведены в
табл.1. Из таблицы видно, что применение водоотводящих сеток повышенных
номеров 20 - 40 обеспечивает повышение плотности,
механической и
электрической прочности, снижение сжимаемости и остаточной деформации
картона.
Отличительной особенностью процесса сушки при этом является повышение
количества точек приложения давления прессования на единицу площади
картона.
Например, сетки № 32 создают 297 точек прессования на 1 см2
площади
картона. В промышленных условиях применение соток с мелкими ячейками
позволило
повысить плотность картона толщиной 1,2-2,0 мм с 1,12-1,20г/смд3
до
1,18-1,25 г/см3 и одновременно снизить его
сжимаемость под
давлением, что нашло отражение в технических условиях на промышленное
производство. Использование в трансформаторостроении
электроизоляционного
картона, изготовленного с применением сеток повышенных номеров,
обеспечивает
повышение динамической прочности обмоток, приводит к увеличению срока
службы и
надежности трансформаторов.
Таблица 1
Влияние номера сеток на качество картона
|
Наименование
показателя |
Значение показателя картона, изготовленного с применением сеток номер |
||||
|
16 |
20 |
28 |
32 |
40 |
|
|
Толщина,мм |
2,10 |
1,98 |
1,88 |
2,25 |
2,31 |
|
Плотность, г/см3
|
1,13 |
1,16 |
1,19 |
1,22 |
1,21 |
|
Предел прочности при растяжении, МПа, в направлении - машинном |
130 |
134 |
139 |
144 |
124 |
|
- поперечном |
105 |
108 |
107 |
125 |
116 |
|
Линейная
деформация,
%, |
|
|
|
|
|
|
- машинном |
0,4 |
0.4 |
0,4 |
0,4 |
0.4 |
|
- поперечном |
0,6 |
0,6 |
0,6 |
0,5 |
0,5 |
|
- по толщине |
4,8 |
4.8 |
4,9 |
5,0 |
4,8 |
|
Впитываемость масла,% |
17 |
15 |
12 |
9 |
8 |
|
Сжимаемость
на воздухе |
4,9 |
4.8 |
4.7 |
3,6 |
3.7 |
|
Остаточная деформация, % |
1.8 |
1.3 |
0,9 |
0,6 |
0,6 |
|
Электрическая
прочность, |
31 |
34 |
36 |
42 |
39 |
3. Исследования эксплуатационных свойств жесткого электроизоляционного картона.
Результаты термического старения электроизоляционного картона подчиняются закону Аррениуса. В исследованиях в качестве контролируемых параметров использовали предел прочности картона при растяжении и концентрацию стабильных свободных радикалов, измеренную методом электронного парамагнитного резонанса. Температурный индекс, соответствующий 20 ООО ч, для жесткого картона (113°С) выше, чем для базового картона - марки Б (105°С).
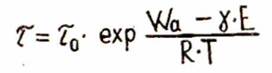
Для надежности оценки эксплуатационных свойств картона проведены исследования старения при воздействии на картон комплекса факторов, включающих температуру и напряженность электрического поля в среде трансформаторного масла. Процесс старения описывается уравнением:
 (6)
(6)
где время до пробоя, 0 - предъэкспоненциальный множитель, Wa энергия активации, γ - коэффициент пропорциональности, Е - напряженность электрического поля,R - универсальная газовая постоянная, Т - абсолютная температура. Срок службы (время до пробоя) жесткого картона при старении с наложением электрического ноля на порядок выше, чем срок службы картона марки Б. Уравнение (6) раскрывает физическую картину процессов, протекающих при старении электрокартона в условиях воздействия температуры и электрического поля в соответствии с активационной моделью старения, сущность которой сводится к следующему. Приложенное к образцу электрическое напряжение снижает энергию активации процесса деструкции целлюлозы (Wa) на величину (γ·E ), т.е. приводит при той же температуре к более ускоренному старению. В интервале напряженностей от 0 до 15-18 кВ/мм энергия активации снижается от 221 до 150 кДж/моль.
4. Технология производства картона
Основываясь на выполненных исследованиях и промышленных опытах разработана технология совмещенного прессования и сушки для производства жесткого электроизоляционного картона. Предусмотрен ступенчатый режим прессования со снижением давления на последней стадии сушки. Продолжительности снижения давления для картона изготовляемых толщин 1,2, 1,6, 2,0, 2,5, 3,0, 4,0, 6,0, 8,0 мм соответственно составляют: 3, 5, 6, 9, 12, 18, 30, 40 мин. Предусмотрено применение сеток №№ 24 - 32. Технология внедрена на Малинской бумажной фабрике и освоено серийное производство жесткого электроизоляционного картона проектной мощностью 4250 т в год. Технологическая схема производства включает в себя: участок роспуска целлюлозы, две ступени размола с промежуточным набуханием, двухцилиндровую картоноделательную машину, горячий пресс, форматноделительную пилу и участок упаковки картона.
Жесткий картон вырабатывается на Малинской бумажной фабрике с 1988 года по ТУ 13-7308001-742-86 как марка Д, ас 1990 года по ГОСТ 4194-88 как марка В. По уровню качества разработанным картон соответствует лучшим мировым аналогам (табл.2).
Таблица 2
Сравнительная характеристика электроизоляционного картона (по типовому представителю-картону толщиной 2,0 мм)
|
Наименование
показателя
|
Разра- |
NFC 26-130 |
DIN 7733 Тип 3052 |
BS 231-75 тип D |
ст МЭК тип В.3.1 |
|
Толщина, мм |
2,00 |
2,00 |
2,00 |
2,00 |
2,00 |
|
Плотность, г/см3 |
1,20- |
1,20- |
1,15- |
1,10- |
1,10- |
|
Предел
прочности при |
|
|
|
|
|
|
- в машинном направлении |
120 |
120 |
100 |
69 |
105 |
|
- в поперечном направлении |
90 |
90 |
70 |
34,5 |
80 |
|
Массовая
доля золы,%, |
0,7 |
0,8 |
2 |
2 |
1,0 |
|
Линейная
деформация, %, |
|
|
|
|
|
|
- машинном |
0,5 |
0,5 |
l,2 |
1,0 |
0,5 |
|
- поперечном |
0.7 |
0.7 |
l,2
|
1,5 |
0,7 |
|
- по толщине |
4,0 |
4,0 |
6,0 |
6,0 |
5,0 |
|
Сжимаемость на воздухе под давлением 20 МПа, %, не более |
5,5 |
6,0 |
- |
- |
7,5 |
|
Испытательное напряжение, кВ, не менее |
53
|
51 |
- |
34 |
- |
|
или
электрическая прочность, |
18 |
- |
12 |
- |
11 |
|
Влажность,не более |
7,0 |
7,0 |
8,0 |
7,5 |
6,0 |
ВЫВОДЫ
1. Раскрыто влияние давления на процесс прессования электроизоляционного картона при сжатии по толщине с обеспечением сомкнутости его структуры применительно к условиям производства.
2. На основании исследования различных способов интенсификации процесса совмещенного прессования и сушки картона в горячем прессе обоснован ступенчатый режим прессования и сушки. Получено математическое выражение для параметров влагосодержания (W) и продолжительности сушки () картона различной толщины ( d ):
W= a ·b ·dc
где a, b и c - коэффициенты, зависящие от режима изготовления картона.
3. Предложен способ сушки картона путем применения мелкоячеистых водоотводящих сеток, обеспечивающий повышение плотности картона толщиной 1,2-2,0 мм с 1,12 -1,20 г/см3 до 1,18 - 1,25 г/см3.
4. Предложена методика определения срока службы картона и температурных индексов с применением метода электронного парамагнитного резонанса. Определен температурный индекс жесткого картона, соответствующий 20 ООО ч, который выше, чем температурный индекс базового картона (113 и 105 °С соответственно).
5. Получено экспериментальное подтверждение возможности использования уравнения, аналогичного уравнению Журкова, для описания процесса старения электроизоляционного картона при воздействии температуры и электрического поля. Расчетный срок службы жесткого картона при старении с наложением электрического поля на порядок больше, чем срок службы базового картона.
6. Разработана промышленная технология совмещенного прессования и сушки для производства жесткого электроизоляционного картона и нормативно-техническая документация на серийное производство картона толщиной 1,2 - 8,0 мм.
7. Технологией совмещенного прессования и сушки предусмотрен ступенчатый режим прессования со снижением давления на последней стадии. Для горячего пресса используются мелкоячеистые водоотводящие сетки №№ 24 - 32.
8.
Выпуск картона
проектной мощностью 4250 т в год по
разработанной технологии освоен на Малинской бумажной
фабрике.
По уровню качества картон соответствует лучшим мировым аналогам.
Основные
результаты диссертации опубликованы в следующих
работах:
1. Рябков А.В., Борисов Ю.А. и др. Некоторые закономерности деформации сжатия электроизоляционного картона. - Электротехническая пром-сть. Сер.электротехн.материалы, 1978,вып. 9(88),с. 8-9.
2. Рябков А.В., Борисов Ю.А. Снижение сжимаемости и остаточной деформации электроизоляционного картона при его уплотнении в горячем прессе. В кн.: Современные направления в развитии технологии производства и повышения качества электроизоляционных и фильтровальных материалов на целлюлозной основе. Мат-лы Всесоюзн. научнотехн.конф., Волжск, Марийский филиал ВНИИБ ВНПО - бумпрома, 1981,-с.69-72.
3. Рябков А.В., Борисов Ю.А. Вакуумная сушка электроизоляционного картона. В кн.: Современные направления в развитии технологии производства и повышении качества электроизоляционных и фильтровальных материалов на целлюлозной основе. Мат-лы Всесоюзн.научн.-техн.конф., Волжск, Марийский филиал ВНИИБ ВНПОбумпрома, 1981,-с.75-76.
4. Рябков А.В., Борисов Ю.А., Эйн Ю.Н., Адамович Н.Н. Микроскопические исследования процесса прессования и сушки картона в горячем прессе. В кн: Состояние и перспективы развития технологии и оборудования целлюлозно-бумажной промышленности, Мат-лы Всесоюзн.научн.техн.конф., Л., ЛТИ ЦБП, 1982,- с.128-129.
5. Рябков А.В., Борисов Ю.А., Богданов А.С. Применение метода электронного парамагнитного резонанса для оценки срока службы целлюлозных материалов,- Электротехн.пром-сть, сер.электротехн. мат-лы,1981,вып.5 (139),-с.1-3.
6. Борисов Ю.А., Стребкова Л.Н. Определение гарантийного срока хранения патронной бумаги. - Бумажная пром-сть,№5,1987,-с. 19-20.
7. Рябков А.В., Борисов У.А., Разумов Л.Н. Производство жесткого картона. Технология и свойства. Повышение нагревостойкости бумаги и картона для трансформаторов с целлюлозно-масляной изоляцией: Тезисы докладов YII сесоюзн.научн.-техн.конф. по трансформаторостроению, Запорожье, ВИТ, 1985,-с.8-9,
8. Борисов Ю.А., Рябков Л.В. Жесткий электроизоляционный картой для оборудования высоковольтных ЛЭП. В кн.: Научные и электрофизические проблемы повышения надежности работы сетей 6-35 кВ.
Тез.докл.научн.-техн.конф.,г.Челябинск, 1987,- с.21-22.
9. А.с. Щ444450, кл Д21Н 5/00. Способ изготовления электроизоляционного картона. Авторы: Борисов Ю.А., Рябков А.В., Приходько Ю.Н., Енько В.Н. - Опубл: Б.И. №46, 1988 г.
10. Положительное решение на заявку - №4740702/12. Способ изготовления картона. Авторы: Борисов Ю.А., Якимук В.Г., Енько В.Н., Чечулин Н.М.
11. Положительное решение на заявку №4725908/23-12. Устройство для изготовления полотна волокнистого материала. Авторы: Борисов Ю.А., Енько В.Н., Хвастунова В.Н.
12. Положительное решение на заявку M766060/12. Напорный ящик бумаго и картоноделательных машин. Автор Борисов Ю.А.
Отзывы на автореферат в двух экземплярах с заверенными подписями просим направлять по адресу: 194018, Ленинград, Институтский пер.5, Лесотехническая академия игл С.М.Кирова, специализированный ученый совет Д 063.50.02.
Сдано
в пр-во
19.06.91. Подписано
в печать 18.06.91.
Заказ 41. Тираж
100 экз.
Обьем 1,0 печ.л.
Бесплатно.
Редакционно-издательский
отдел ЛТА.
Ротапринт ЛТА, 194018, Ленинград, Институтский пер,5.